The Wirtgen Group offers a wide range of solutions for asphalt production through its German Benninghoven and Brazilian Ciber businesses. With both operations, the firm has made considerable advances in technology aimed at different markets.
For Benninghoven, a key focus has been on the energy-efficient use of recycled asphalt, with the firm’s hot gas generator being one of its latest innovations. Unlike conventional parallel recycling drums, in a recycling drum with a hot gas generator, the reclaimed asphalt pavement is heated indirectly using the counterflow method. With this design, emissions are reduced and the system also uses less energy to operate the plant. Crucially, the design also allows RAP feed rates of up to over 90%.
The firm is offering its hot gas generator for its BA asphalt mixing plants and the TBA asphalt mixing plants.
In markets where the RAP feed rate is limited, multivariable RAP feeding is sufficient, which allows up to 40% reclaimed asphalt pavement to be fed cold into the production process. In addition, it can also be used to produce small quantities of mix from 2tonnes or more. The firm’s patented recycling technology allows high feed rates within cold feed systems.
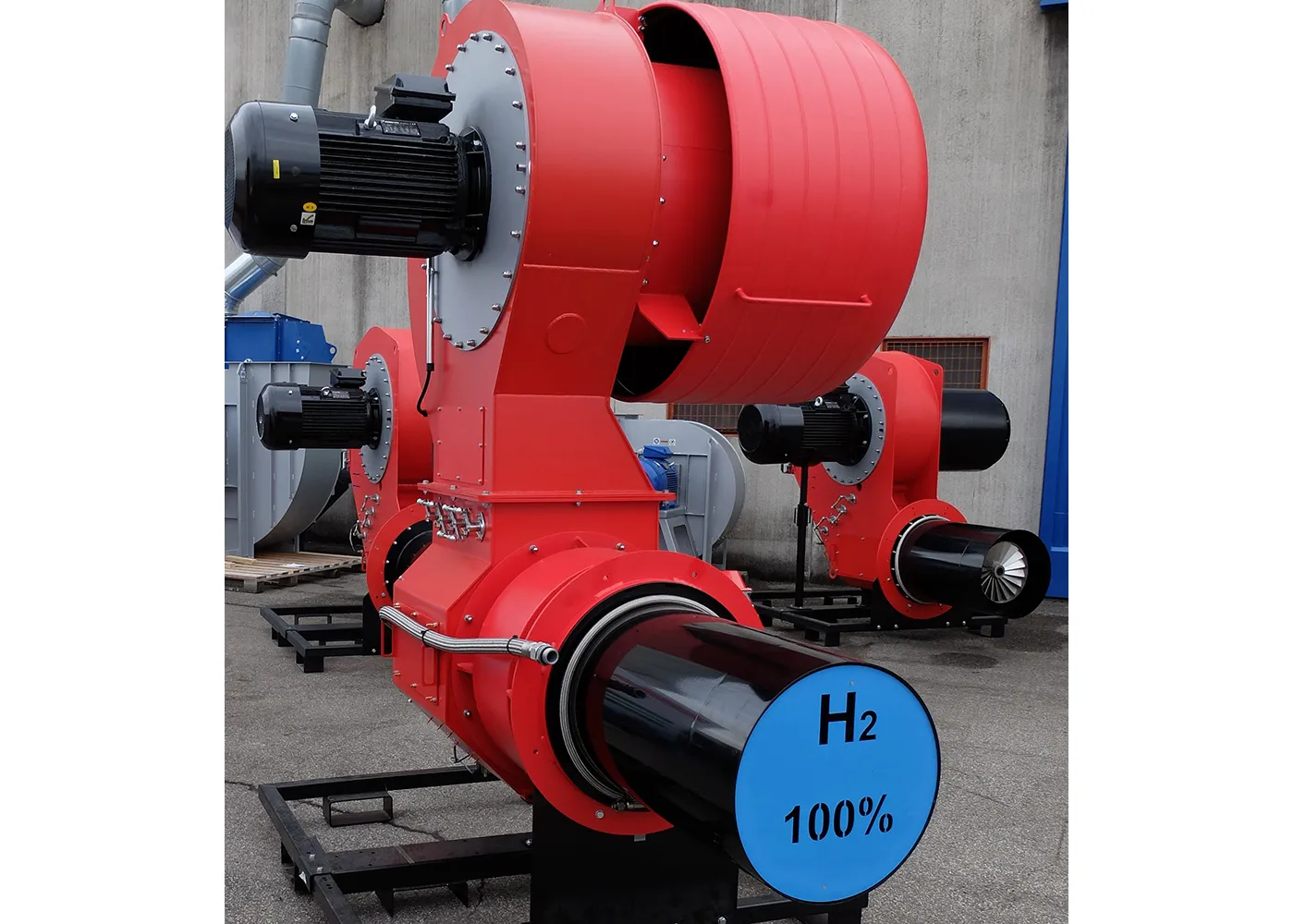
Meanwhile, Benninghoven also offers burners that can use up to four different fuels. With the EVO JET multifuel burner it is now possible to use biodiesel, in addition to heating oil, liquefied and natural gas, and solid fuels such as pulverised coal. The ability to switch fuels at the touch of a button and also combine several different fuels allows users versatility.
And the firm’s BLS 3000 controller is used to control all of the steps in the production process and features an article-based mix recipe and ordering system. This means that the system can save and manage a huge number of recipes. A mix loading silo built into the TBA asphalt mixing plants can store up to six different types of asphalt (recipes), while any type of asphalt can be produced and loaded using the direct loading system.
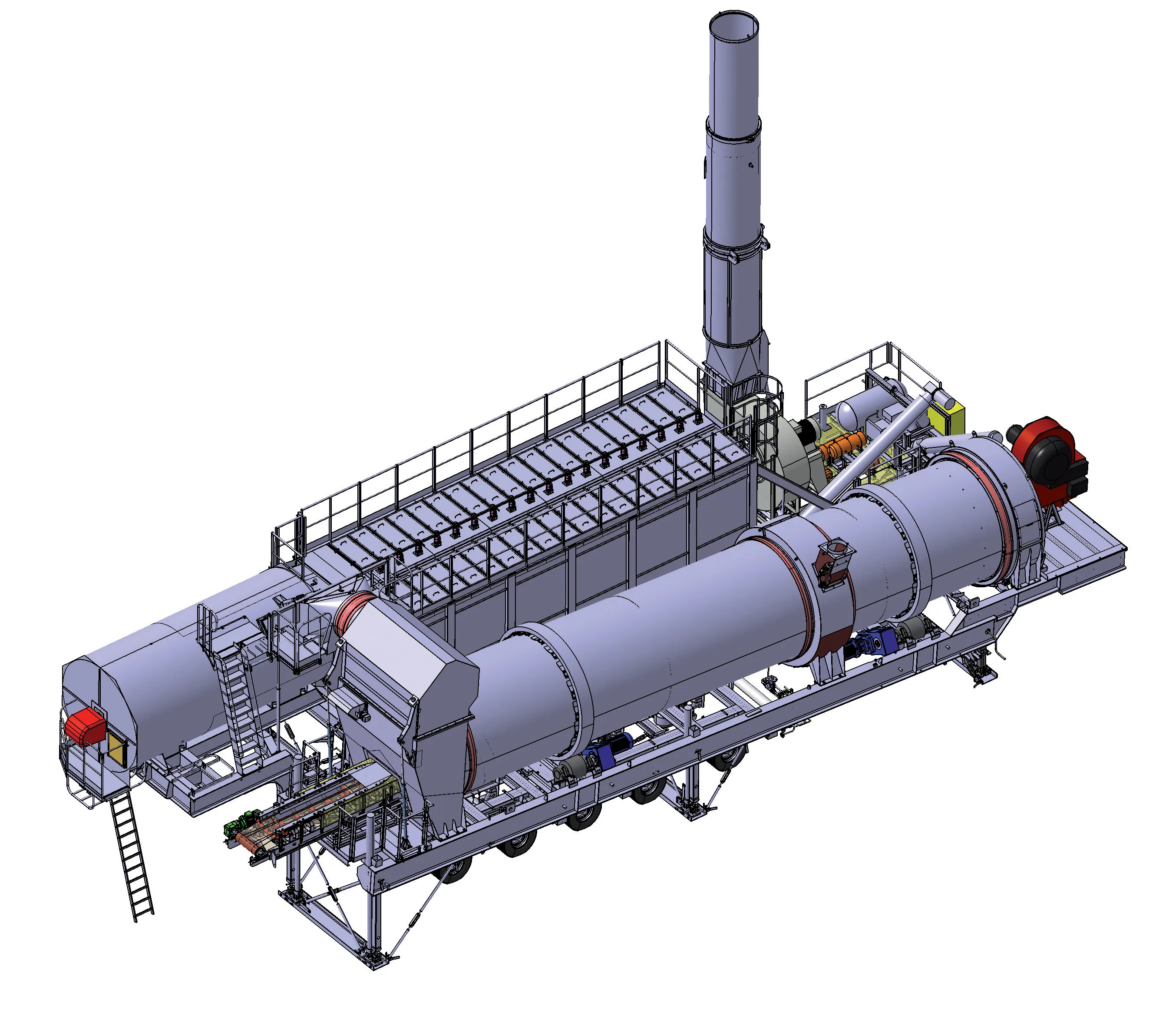
The sophisticated plants and modular components can be combined in a variety of ways. Together with prefabrication independent of any specific order, this allows design flexibility, resulting in short delivery times and a rapid start of assembly. The modular concept features prefabricated interfaces that make it possible to upgrade various components. This allows users to respond to changing requirements at any time. It also makes it possible to bring existing plants back up to date by replacing obsolete components and adding new, state-of-the-art technological innovations. This ability to retrofit also includes third-party plants.
Sister firm Ciber has also introduced innovations to the industry. The company has made significant steps in reducing fuel consumption for the dryer drum and reducing plant emissions.
The new total air burners ensure optimum fuel and oxygen ratios that are controlled electronically and in a closed loop, lowering fuel consumption by using all the gases heated for combustion and reducing CO and NOx emissions. The exhaust flow on demand system further ensures optimum performance, while the smart combustion system controls the speed of the dryer drum. This last provides an efficient heat exchange, saving up to 1litre of fuel/tonne of asphalt mix produced and also minimising the generation of CO and NOx.
The new bag house filters provide optimum control of exhaust gas flow rate and temperature and minimise emissions (normally below 20mg/Nm³).
In addition, CIBER designs continuous plants with pugmill mixers. The continuous pugmill mixer can operate with a dry mixing zone, which was previously associated with batching plants. And mixing time can be automatically controlled, which was also previously associated with batch plant design. Because of these features, a wide range of asphalt mixes can be produced using high quality in continuous plants.
The company has also developed an automation package, which includes fully automatic operation, remote access, and smart fault diagnosis. Fully automatic operation means that the plant manages all of the production parameters during production completely automatically.