Ammann has made key developments in reducing the environmental impact of asphalt production, with technologies that cut emissions and allow high percentages of recycle materials in mixes. Many of the new systems can be retrofitted to existing plants while the firm is also offering its latest generation asphalt plants with key green benefits. These developments come in addition to the firm’s innovative hydrogen burner announced earlier.
Massimo Mezzofanti Global Marketing Communications Director at the firm said, “Amman is not new to sustainability but we have made some significant advances.”
At the heart of many of the new plant developments is the improved AS1 control system, which is said to optimise the quantities of materials being used and energy consumption as well as monitor plant maintenance needs closely.
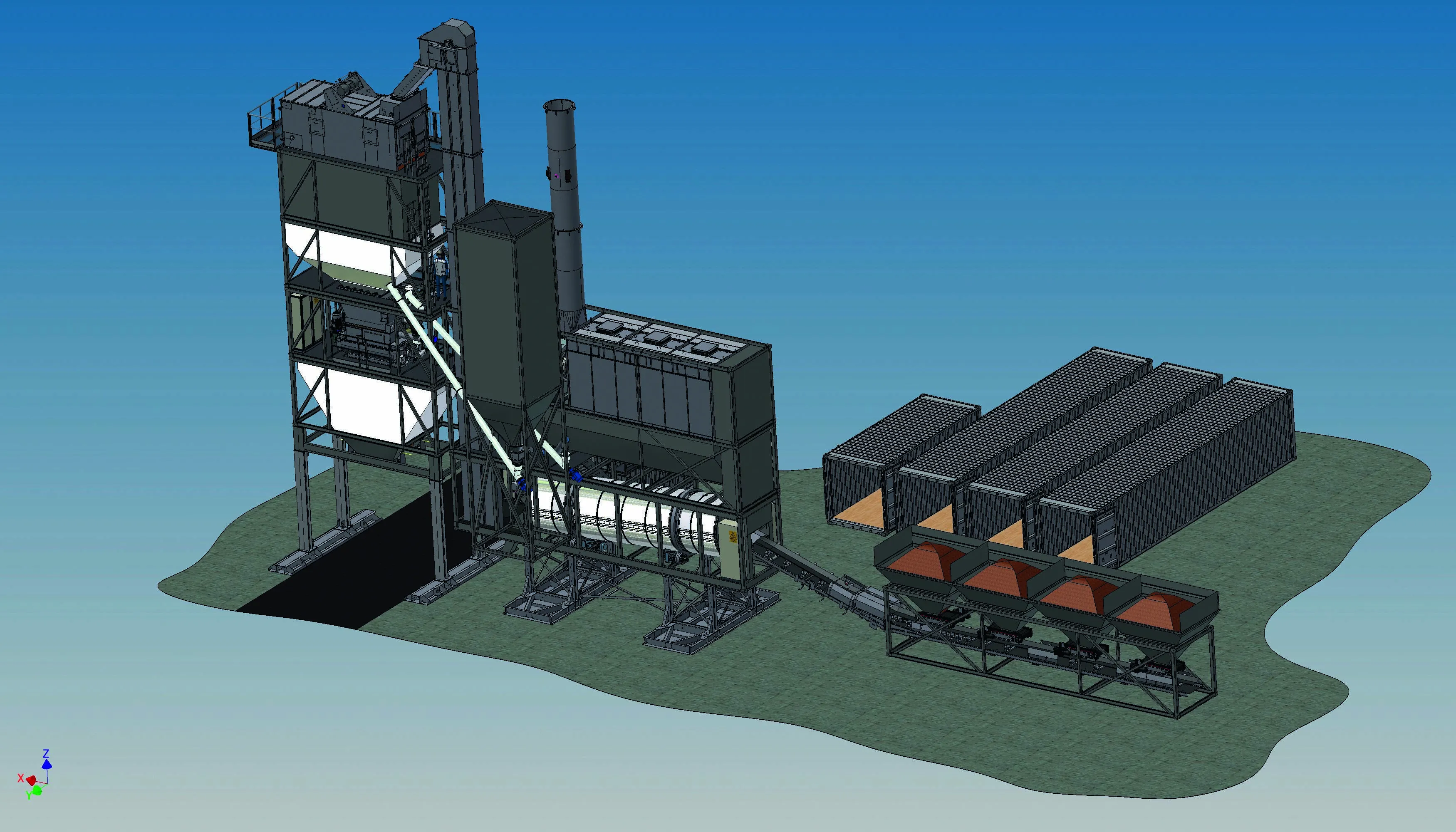
New systems from Ammann will reduce emissions from conventional asphalt plants. The firm is now offering its blue smoke treatment (BST) and visual reduction device (VRD), which will cut asphalt plant emissions significantly. The BST system address the visible smoke emissions from an asphalt plant, allowing these to meet tougher environmental legislation now being introduced in some countries.
Systems to address emissions include increased filtration of the air from the truck loading area. Smoke is captured, rerouted and reused in the combustion chamber. Filters remove oily particles at several stages. The oil is then condensed and reused. Marzio Ferrini of Ammann added, “All the oil that is captured can be recycled.”
The BST system allows for a more steady flow from the chimney and also helps to boost the efficiency of the plant overall as hot air is recycled within the system rather than escaping through the chimney.
Meanwhile, the VRD system can remove up to 70% of the dust emissions from a plant and can be retrofitted to existing plants.
Ferrini commented, “We are working to reduce the environmental impact of an asphalt plant to zero in terms of dust and smoke emissions.”
The firm recently introduced its latest ABA Uni Batch models, which feature environmental solutions throughout, reducing emissions. These models allow for a high percentage of RAP in the feed. The new filter bag system provides a large surface area for maximum efficiency, while also being simple in design and requiring minimal maintenance.
The plants benefit from the firm’s latest AS1 control system, with the UB T0 version producing up to 140tonnes/hour and the larger UB T4 producing from 340-400tonnes/hour.
The firm’s ABC Solid Batch plant is a simpler version of the Uni Batch, but it still able to handle up to 40% of RAP in the feed.
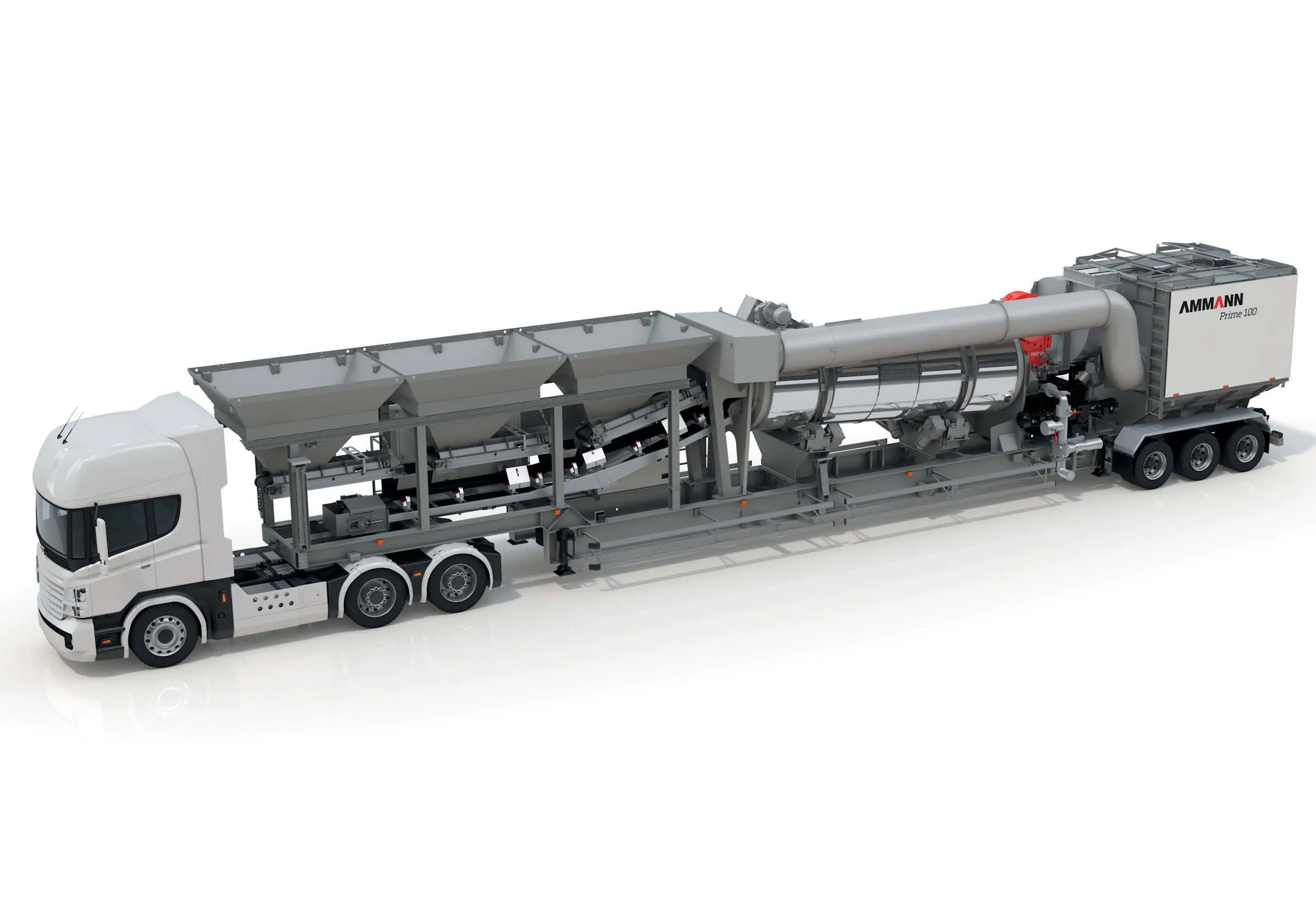
Ammann is also expanding its range of mobile SOB plants, which initially featured the T1 model only with a capacity of up to 180tonnes/hour. The range now includes the SOB T0 with an output of up to 100tonnes/hour, the SOB T2 with an output of up to 260tonnes/hour and the SOB T3 with an output of up to 340tonnes/hour. These plants can be offered in tailor made versions to suit customer needs while a high degree of component standardisation allows for short delivery and installation times. The units can use up to 40% RAP in the feed.
The smallest of these plants can be transported in just two standard sized shipping containers, allowing it to be delivered to site quickly and also helping to reduce the time needed for commissioning. Customers also have the choice of the new RAH 50, RAH 60 or RAH 100 mixers, depending on the output required. Separate heating and mixing silos can be added to suit customer needs.
The latest RAH 50 mixer is now being offered in second generation guise, allowing the use of up to 50% RAP in the mix for suitable plant installations. Better maintenance access means that the new generation RAH 500 will be easier to service. Three international patents apply to the improved design and the mixer benefits from new flights and drum, as well as reduced emissions and a more efficient heat transfer to the material. There is no contact between the material and flame and Ferrini commented, “We are not overheating the virgin aggregates.”