However, these two central sections of the asphalt mixing plant had to be replaced in a site with very tight space restrictions. The recycling plant and other components were to be left as they were and the complexities of the work meant that planning was important so as to be able to optimise the logistics and installation processes. The difficulty of the upgrade work meant that each stage had to be coordinated with the customer in advance.
The aim of the upgrade was to boost the production capacity of the plant. The contractor, Wilhelm Jost, uses around 80% of the mix that the plant produces and was keen for the facility to deliver more material. But the production capacity of the plant was limited by the existing mixing tower.
Although the plant was originally bought from a competitor, the road construction company opted for a retrofit solution from Benninghoven to boost the capacity from its maximum output of 200tonnes/hour. Jost had good experience with equipment from Benninghoven such as an EVO JET burner bought 15 years ago that is still proving reliable. The burner had been integrated with the cold and hot recycling feed systems, while Benninghoven also supplied new bitumen tanks and a BLS 3000 plant control system.
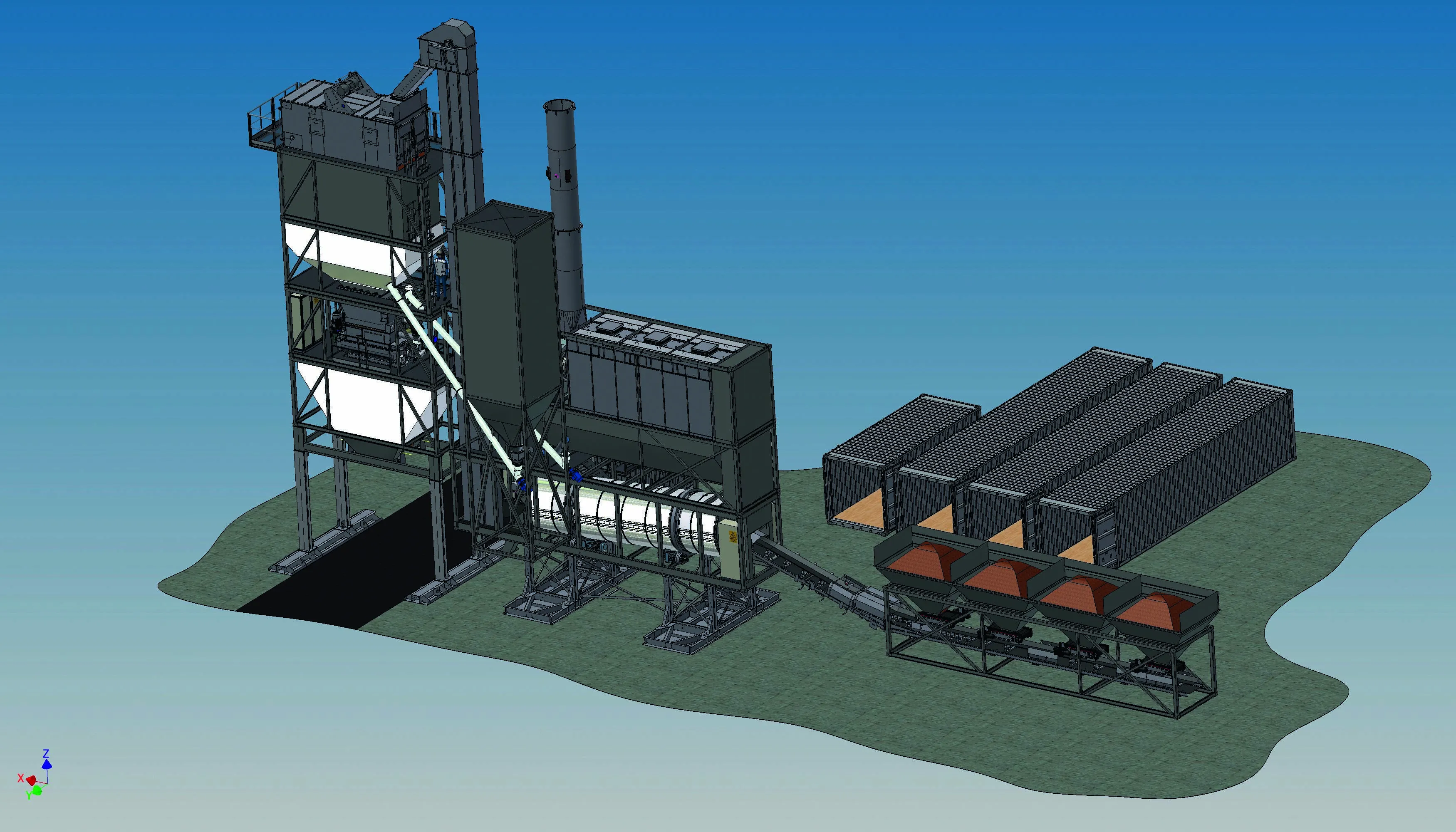
In addition to the mixing tower, the drying section also had to be replaced. The old hot bin section for storing heated virgin mineral had a capacity of only 80tonnes. With the new Benninghoven equipment based on the TBA 4000, this has now increased to 130tonnes in seven bins. The screen system has a capacity of 290tonnes/hour, while the capacity of the loading silo was doubled to 440tonnes. Up to eight separate types of asphaltic mixture can now be stored here, with two chambers also suitable for long-term storage.
The new mixing tower is also from the TBA 4000 plant type. Thanks to a 4tonne mixer, up to 320tonnes/hour of asphaltic mixture can now be produced with a wide range of recipes. The retention of the existing Benninghoven parallel drum hot feed system allows a recycling rate of up to 70%. For the cold recycling system mixer feed, the recycling rate remains at 30%.
The necessary components were quickly recognised and examined during a customer visit at the Benninghoven head factory in Wittlich, followed by a discussion of the project. The task of retaining existing components made the planning process more complex. One of the key aspects was to take the restricted installation space into account. Benninghoven also completed a structural analysis for the steel structures of the mixing plant and loading silo, which included calculating the supporting loads for the onsite concrete foundations and the required steel sections.
The logistics and installation of the recycling plant with its parallel drum at a height of 30m presented another challenge. This was compounded by the integration of the additional components such as the cold feed unit, EVO JET burner, coal dust silo and bitumen tanks with piping, and the retention of the control container including the control cabinet container. In light of the structural situation, an array of solutions were required which were implemented by the experienced plant teams.
The dismantling of the legacy components began in the winter. Six months later and after successful completion of all tests during commissioning, the first batch was loaded onto one of the road construction company’s lorries from the refurbished plant and sent on its way to the next project site.