The world's largest tunnelling machine is completing Italy's important road connection between Bologna and Florence - Adrian Greeman reports
For just under a decade a huge programme of highway construction has been underway in the mountainous region between Bologna and Florence, re-aligning a section of the A1 highway nearly 70km long. The new section, through major tunnels and across high viaducts will greatly increase capacity on Italy's most important highway (see box).
Parts of the new route line, near Bologna and near Florence, have already been opened by road operator Autostrade per Italia. But the final central section of around 17km is still to open. Several contracts on the section have completed but work remains on two of the most difficult tunnels and two viaducts, still in mid-construction. When completed two years from now the tunnels will allow opening of the last major link.
The A1, the "sun route" Autostrada del Sol is a vital route. The spine highway of Italy runs from the country's second largest city and commercial hub Milan, across the plains to Bologna and then on to Florence, the Italian capital Rome and finally Naples, major port and the most important city of the south. But when the road was built in the 1950s its section through the tumbled rock of the Apennines was the most awkward. It had to take a relatively high route because tunnelling was difficult and the alignment was twisting, with two relatively narrow lanes each way and no hard shoulder provision.
Straightening the route alignment and widening it to modern road standards, with emergency hard shoulders, rebuilt junctions and modern control and safety equipment has been a priority of the European Union's Trans-European Network (TEN) strategy, and attracted significant funds for the upgrade. But the project has demanded very complex tunnelling and viaduct works. The Appenines are right on the boundary between the tectonic plates of Africa and Europe, whose collision forced the Alps upwards, and are a jumbled mass of different rocks and faults.
So far for the route Italian engineers have been applying a wide range of ground excavation techniques developed over the decades. These include various methods of rock and ground support from "umbrella" rock treatment ahead of the excavations to anchors, fibre glass face support rods and various shotcrete and steel-arch support methods. Road tunnels are usually too large in cross section for other methods and particularly the tunnel boring machines that have come to the fore in the last 30 years.The last contract, where there are two tunnels to be constructed, has required some novel solutions. The Val di Sambro tunnel is being built by conventional methods similar to those used elsewhere along the route. Work on the Val di Sambro tunnel is shared with an adjacent contractor that is building the northern kilometre or so.
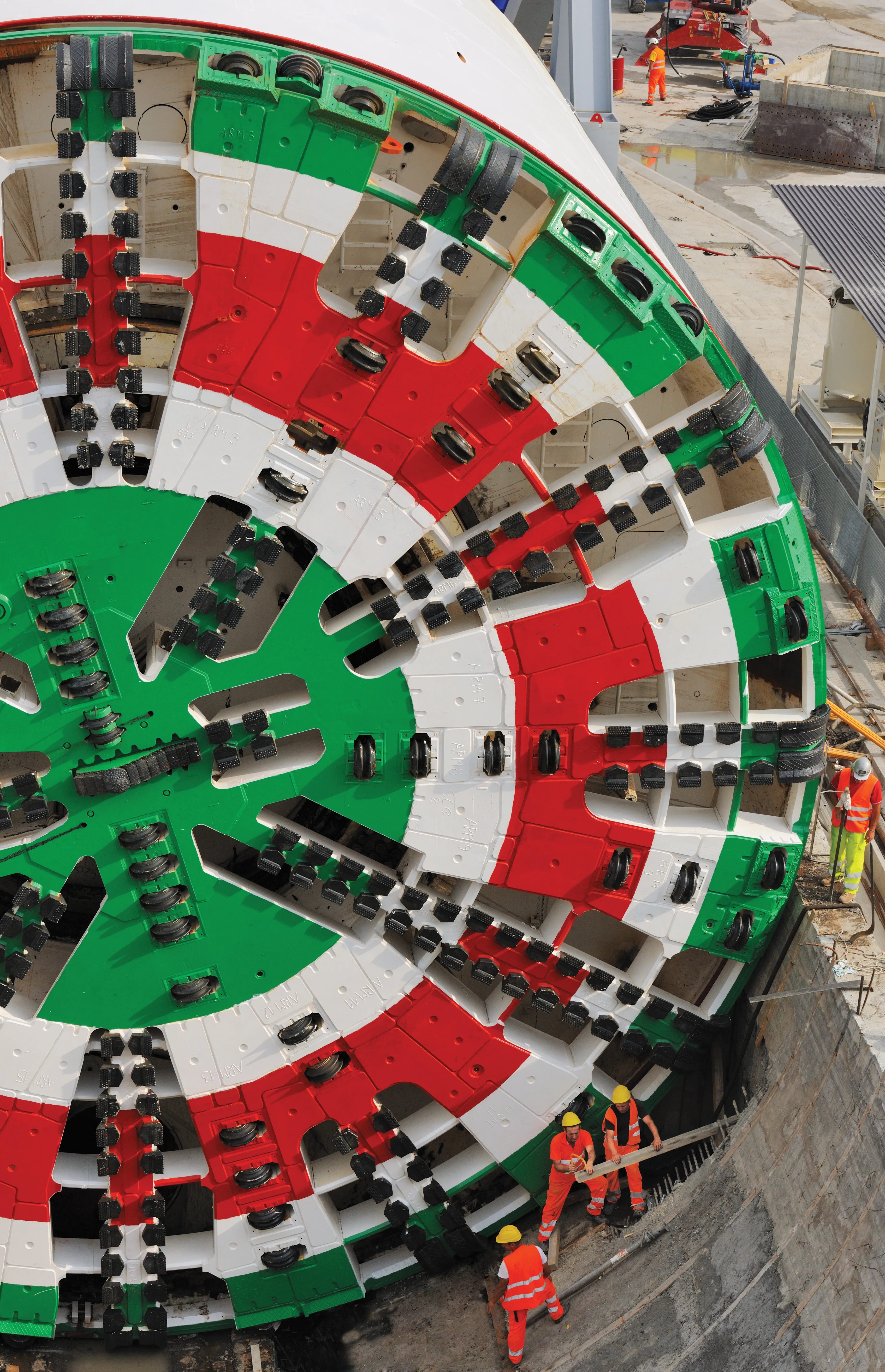
But the other, the 2.6km long twin bore Sparvo tunnel, is using a TBM, a choice made possible by the development of ever larger machines. For this tunnel, one of the most complex on the route, an absolute giant is now munching its way through the ground, a huge 15.62m diameter machine that is the biggest TBM built to date. It may be overtaken soon, perhaps for a St Petersberg tunnel or the Alaskan Way in Seattle, but for the moment "Martina", a
The vast boring machine was not the first option and was to use the same methods as the Val di Sambro tunnel across one of the scheme's 500m long viaducts from Sparvo's portal.
But contractor
The contractor explained that the option of using such a machine was now an option. Bigger diameter TBMs have been built by makers like Herrenknecht, most notably with the two large machines used recently in Shanghai and Wuhan in China. A TBM offered the advantage of speed compared to conventional methods in the the soft and mixed ground. "We think it can make over 400m a month compared to the 20-30m or so possible otherwise," said Scolavino.
"And we said that it could be done at no additional cost to the client," according to project engineer Lorenzo Scolavino. Contract value is €339 million with the Sparvo accounting for €150 million. Machine cost with all the fittings is about €60 million.
There were two advantages to the machine drive. Firstly, the geology of the ground in this section is at least as complex as any of the others on the 40km realignment. It features mixed sandstones, clays, porphrites, limestone and more, often layered and quite pushed around by the tectonic movements. Construction the tunnel would have required complex and time consuming support works using conventional methods, both during construction and afterwards, in the form of very thick permanent concrete linings.
But the machine also offered another significant advantage, safety. The Sparvo section is known to have methane in the ground, which all miners fear for good reason. Even small amounts mixed in the atmosphere become explosive, and can be ignited by just one spark. A machine could be designed to accomodate the danger. As it is pressurised it seals water out and so would keep gas outside as well. Safety is further improved due to the lining installed behind the TBM. And by using a special enclosed spoil removal system, any entering gas entering with the excavated ground at the face could be safely removed.
The completely watertight tunnel offers an advantage also for the designers in that it requires no drainage, except to remove smaller quantities of water entering the ends of the tunnel during periods of high rainfall. An excavated bore would have needed drainage systems to relieve groundwater pressure on the lining and as overburden depths reach 100m, that pressure would have been significant.But such a large TBM has presented its own challenges, not least in getting the equipment to site, launching the machine and making the enormous segments it requires. It also requires a special turning area and equipment for the transition between the current bore towards Bologna and the return carriageway. Each has two lanes and a hard shoulder emergency lane.
First problem was preparing the portals, according Scolavino."We had already made conventional portal for the original conventional excavation."
As a result, a piled wall in the loose weathered debris of the start area had to be removed. "It was anchored back into the ground," he said. "But anchors would have got entangled in the TBM."
A 41m deep start chamber was remade in the area instead using jet grouting and bored piling, roofed with a concrete slab to form a concrete box. The end of this chamber was filled to 80% height with soft concrete – "artifical ground" for the TBM to push into initially. "At the far end, we also removed the anchored wall and used diameter jet grouting to make a 31m long reception area for the machine" he added.
As well as the start chamber a 150m long semi-circular concrete trough was built for the machine assembly. This was on sound ground and was made with heavily reinforced concrete between 1.2m and 1.5m thick.
"We also had to build the viaduct outside the tunnel which links the road to the next tunnel because this gave us a route in for the components," he said. The 550m long steel deck viaduct is one of two forming part of the overall contract. The other is at the north end of the job between the Sparvo exit and the Val di Sambo tunnel and it measures 580m long.
The contract also included making a network of mountain access roads, which all have to be removed when they are finished. The site is part of a nature reserve and there are various protected animal species in the countryside around the local villages. The site roads had to be big enough for the central section of the cutterhead wheel, a massive 200tonne element of just under 9m diameter. It required special transport arrangements of its own on multi axle traansporters."And clearance on the roads in was just a few centimetres," said Gianluca Comin, an engineering assistant with the contractor.
A large portal crane, itself needing four mobile cranes to assemble it, was installed on rails outside the tunnel entrance, for assembly of the TBM when its major components began arriving in 2011. Like everything these are on a giant scale; there are some four motors alone for the 6m long screw conveyor unit and another 50 in total for powering the machine cutterhead. "Actually there are 12 electric motors, 24 hydraulic pumps and 38 hydraulic motors," said Comin. Power demand is about 12000kW.
Meanwhile a purpose-built casting facility for segment construction was established nearby the site, on an area that will be used for a highway service stop once the road is complete. This facility is also on a large scale, producing massive 17tonne segments, each 2m long and 700mm thick. A complete ring requires nine in total plus a half key. Internal diameter is 13.6m which means the exterior is 15m.
The segments are made in completely enclosed steel forms using hinged lids to contain the concrete rather than have the top trowelled as in many plants according to manager Gabriele Trovarelli. The forms, from Italian maker Euroform, must deliver a tolerance of 0.5mm and are checked every three to four weeks.
These rail mounted forms are filled by an automated hopper at the batching plant and then sit in a relatively cool steam curing line for 12 hours before being lifted out. After another day in the factory storage they go outside to cure for 10 days before travelling to the machine.
The segments are transported to the machine on a purpose built rubber tyred transporter which holds one complete ring – French maker Techni Metal Enterprise supplied this €500,000 unit which is a little like a mini-car transporter. A second tranporter for the second drive, which requires a longer route around through the first bore, is being supplied by Italy's Comtec which also provided the big portal crane.
A crucial element of the TBM assembly was assembling the enclosure for the back-up train conveyor. This is a specially designed feature to contain any possible methane. Essentially the EPB's pressurised excavation chamber will hold any gas behind the bulkhead. The screw conveyor itself is sealed and then enters a sealed box enclosre for the longitudinal conveyor line along the machine. "It is a double sandwich containing over-pressurised air between two skins" explained Scolavino. "That way if there is a puncture, any methane is pushed back into the interior. Large volumes of fresh air are blown into the box enclosure, which dilute any methane. A maximum of 110m3/sec is supplied to the tunnel from two fans, though normally they work at 45m3/sec. This provides 67m3/sec in the TBM, 22m3/sec in the conveyor and 6m3/sec for the work chamber. By the time spoil reaches the cross conveyor on the back of the machine, it is safe to end the box enclosure.
"But there is a wide variety of gas detection instrumentation on the machine systems, and anti-spark intallations," Scolavino said, adding that one crew members is assigned as safety monitor.
The tunnel conveyor is extended every 200m of drive, which requires a stoppage said Scolavino, during which time the cutterhead tools are checked. To enter the emptied spoil chamber means waiting for gas to disperse, usually between 4 hours and two days. "Though one stop we had to allow four days before it was clear," he said.
The side conveyor finishes at a large conveyor tower just outside the portal where it discharges onto a second, conveyor from
Difficulties causing hold-ups include a squeezing effect in the clay and a tendency for the alternately layered clay and sandstone ground to create large half metre size blocks in the spoil. There was also some clogging in the clay near the beginning. Squeezing is handled by using a a fairly large annulus, some 300m wide between the 15.6m excavation diameter and the ring exterior. This is filled with a two part cement bentonite grout injected from the tailskin on the TBM head unit.
The next complication is the turning operation. The machine makes a second drive back south for the other carriageway. Reorientating such a giant machine is a challenge. It will be done with a special cradle using a hovercraft-like prinicple to lift the giant 2700tonne weight on air "cushions". It can then be slid carefully around. For this a system from equipment maker Palmieri is being used. The firm is well known for manufacturing cutter discs, and is in fact the chosen supplier for "Martina". By chance its factory is in the hillsides nearby.
"They have designed a steel frame unit, two of which make up a circular shaped base frame for the machine," said Scolaviono. Each unit has eight large circular rubber rings beneath which are each inflated around a central pad. As air reaches around 4bars it spill out of the rings onto the pad creating a very thin air layer which reduces friction.
Eight units, with eight pads each, will support the TBM head. These require a flat concrete base to be usable, so on site a 1m deep concreted area is being formed at the reception portal extending across to the start portal opposite, On this platform a 400mm thick flat floor must be cast. "It is not quite a 'superflat' floor, as they have in warehouses, but we still have to use a laser levelling system to make it," said Scolavino.
A second circular concrete trough will support the TBM train behind the head once it goes through its slow motion dance around. The same air pads will be used to move the backup train, but with extender beams between the air pad units.
"It will take about three months to move it around and restart," said Scolavino. The machine must then drive back with an estimated finish in early 2013.
That this is a lot faster than the traditional method is apparent from comparisons with the drive on the Val di Sambro tunnel. Here rates have been between 20m and 50m a month.
The tunnel has also suffered a hold up becasue it passes through an active slide which began moving at the end of last year. Work has just restarted.
Surface effects on the TBM drive have been neglible, though in the last month, one building is reported to have shown settlement of some 40mm. It is unclear at present if this is the drive, or an effect of the two major earthquakes in the region which saw significant damage to the north of Bologna.
Once the second drive begins the first bore will see the road bed built up. After drainage is installed with a filter layer around it the contractor will use selected and graded spoil at fill material to backfill to a maximum 4.75m depth where the road will be built.
Key savings for new connection
The new A1 alignment, running 65.8km between Sasso Marconi and Barberino, is critical for improving traffic conditions and reducing travel times between Bologna and Florence. It includes 23 viaducts and 22 tunnels.
The existing section is narrow with two lanes each way and has a high gradient of 3-3,5%, which reduces average speeds to only 60-80 km/h and perhaps less for trucks. There is a high frequency of elbow bends and this has led to accident rates 70% higher than the national average, some 20.000 during the last decade). The maintenance cost is also three times higher than other motorways, and pollution is also high.
The new section reduces gradients to a maximum 2% and has three lanes at least in each direction and a central 4m wide divider. In the tunnels there are two traffic lanes while the third lane is used as an emergency lane. The new alignment is expected to save 45000tonnes of fuel, equivalent to an overall cost saving of €100 million/year.
The first and now complete 20km section of the route was Sasso Marconi to La Quercia south of Bologna which had four contracts mainly widening existing motorway to a third lane, and straightening various stretches. This is followed by two central sections; Quercia to Badia has four major contracts (5-8), including the Sparvo tunnel works. The section is 24km of new alignment at a lower level to the existing motorway. A third section also with four contracts includes the largest of the tunnels, the so-called base tunnel and is also brand new alignment. The route finishes with one final contract between Aglio and Barberino di Mugello around 7km long. It adds a new three-lane southbound carriageway and converts the old section into a three-lane northbound carriageway.






